行业新闻 ― 时时了解行业动态

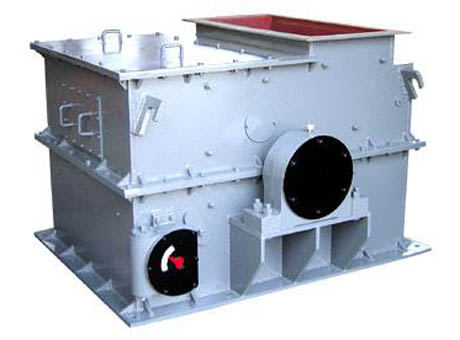
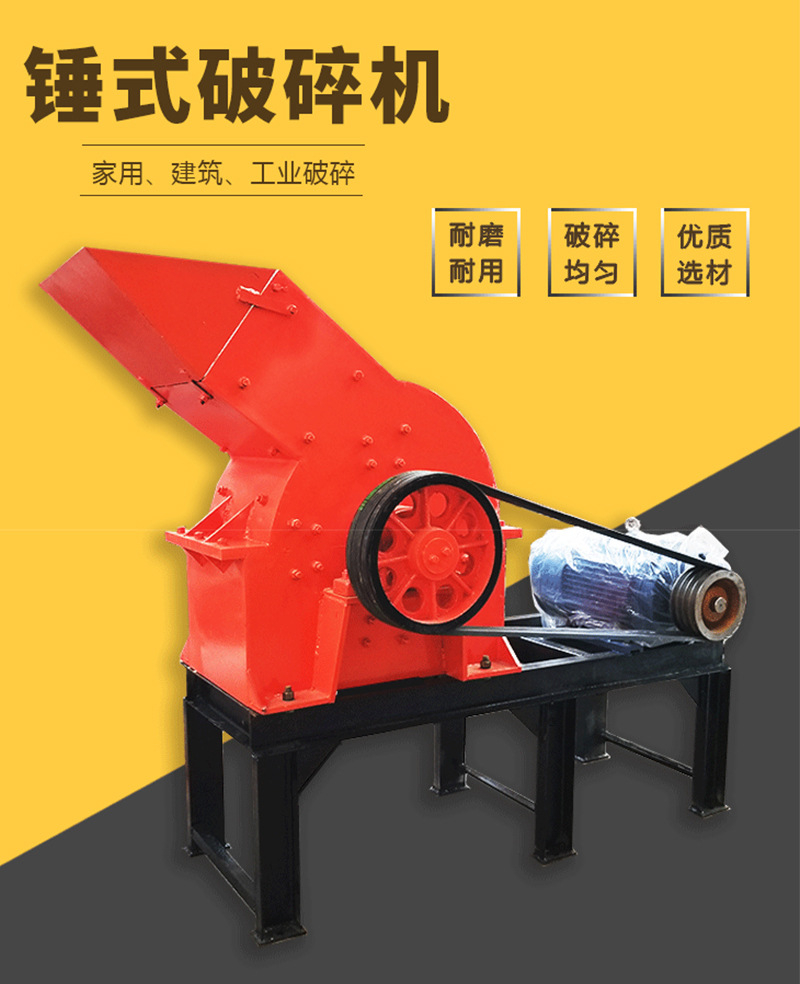
锤式破碎机轴承抱死的决绝方法
发布时间:2021-06-07
所谓轴承抱死,就是锤式破碎机轴承在工作过程中发生大量的热,热量在短时间无法散掉,导致轴承温度急剧升高,将轴承抱死。这种现象在设备的大修以及生产服务现场是很遍及的,具体导致轴承发热的原因有以下几方面:
1.锤式破碎机安装时轴承外圈与轴承座孔或轴承内圈与轴合作不妥:在安装过程中,没有修磨内孔和丈量其尺寸,更换新轴承进行安装,试车后发现温升过高。拆检丈量时,发现轴承座孔已变形,使轴承外圈部分受挤压,导致轴承的径向空隙变小,其翻滚体转动不均匀,磨损加剧。轴承内圈与轴空隙过大,轴承内圈随翻滚体与轴一起转动,呈现冲突使轴承发热、振荡。
2、锤式破碎机安装时轴承空隙调整不妥:在实践工作中,许多安装有时只凭手感进行调试,空隙过大或者过小,不能满足生产需求。若轴向空隙过小时,易引起轴承发热,加快点蚀,甚至使翻滚体卡死或胶合损坏;若轴向空隙过大,运动副的冲击力添加,刚度降低,则会导致工作中发生异声,甚至会形成严重振荡或使保持架损坏。
3、锤式破碎机光滑问题:轴承中的光滑脂不宜过多,加脂量过大,会使冲突力矩添加,轴承温度升高;而加脂量过少,则不能获得牢靠光滑而发生干冲突。一般来讲,适合的加脂量为轴承内总空隙体积的1/3~1/2,因此,要依照运用要求,定期注适量的光滑脂。
以上就是锤式破碎机轴承抱死的原因,还有更多的新闻资讯请继续关注网站,咱们会不守时更新相关信息供我们进行参阅,敬请期待。
 主要设备
主要设备